特集記事
半導体チップ接合向け次世代焼結装置「3Dシンター」
日機装株式会社
インダストリアル事業本部 精密機器技術センター 技術部 設計開発第一グループ
鈴木 悠午 博士(工学)

1. はじめに
日機装株式会社は、「Manufacturing Transformer -ものづくりで、社会の進化を支え続ける日機装-」を長期ビジョンとして掲げ、日々の暮らしから産業の現場に欠かせない製品を世に出し続けている。中でも精密機器事業では、パワー半導体デバイスの普及に向けて、電子部品製造装置の開発で培った独自の圧着技術を基にした半導体チップ接合向けの焼結装置3Dシンターを開発した。
当記事では、3Dシンターの開発経緯から高生産性モデル3DS-300の誕生秘話を紹介する。少しでも読者の皆様に興味を持っていただけるよう、技術者ならではの「産みの苦しみ」を共有していきたい。
2. 3Dシンターの開発
パワー半導体チップと基板の接合における焼結では、チップと基板間の焼結材に含まれる金属微粒子同士が、チップ上からの加圧と加熱によって焼結されることで、チップと基板間に金属接合部が形成される。この接合部内にボイドがなく均一であることで、パワー半導体デバイスの本来の性能が発揮される。特に昨今注目されているSiCは大電力用途であるため、接合部の均一性はデバイスの耐圧性・耐久性に対する重要な因子である。しかし、従来の加圧方式がフラット表面のメタルプレスであるため、チップ面内の圧力が不均一になり、ボイドが発生しやすい。また、チップサイズや基板内のチップ配列、形状に合わせたプレス金型が必要であるため、金型のコストが増大する。
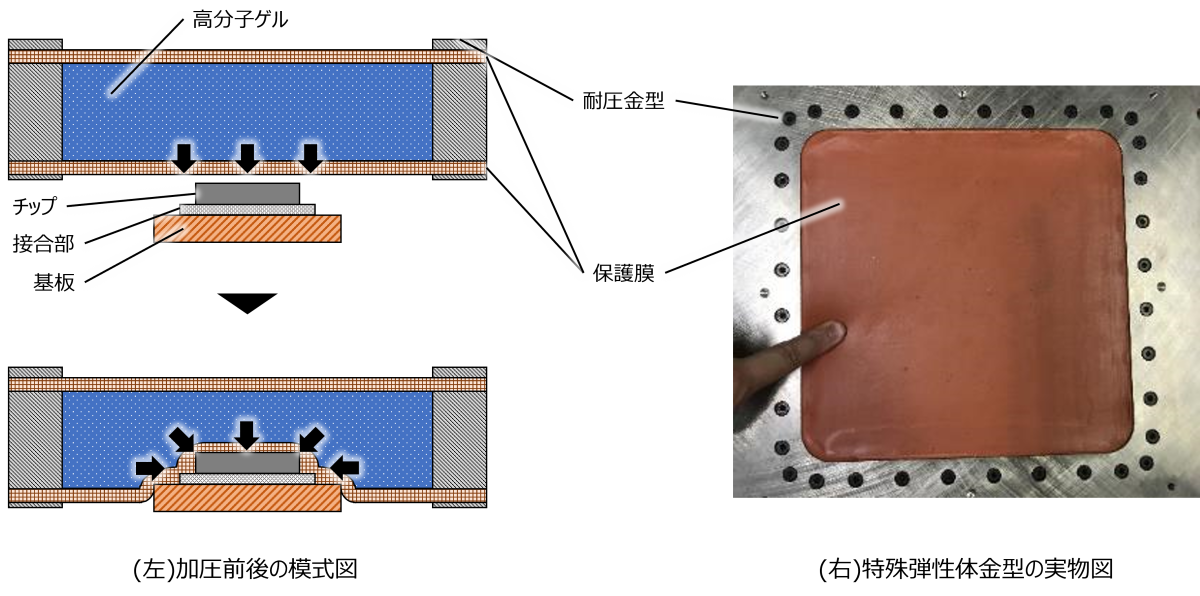
上記の課題をお客様から聞いた際、MLCC(積層セラミックコンデンサ)製造の圧着工程向けに開発した3Dプレスが応用できるのではないかと思い至った。3Dプレスとは、高分子ゲルを耐圧金型と保護膜で封止した特殊弾性体金型をプレス金型とする圧着技術である(図1)。この高分子ゲルが加圧時に非圧縮性流体として振る舞うことで、擬似等方圧という、垂直から水平方向の圧力が加圧対象に生じる。これによって、チップ面内の圧力が均一になるとともに、チップや基板の寸法・形状に依存しないプレス金型となるため、品質面とコスト面の両方の課題を解決できると考えた。しかしながら、MLCCの圧着条件と半導体チップの接合条件は大きく異なっており、特にチップ接合における焼結温度は300℃近傍だが、当時のプレス金型の耐熱温度は180℃だった。試行錯誤の結果、基板への局所加熱によって十分な接合状態を得られることを見出した。また、プレス金型に断熱機構を実装することで、プレス金型の温度上昇を防ぎつつ、300℃での焼結を実現した。
当時の開発秘話は、当社のオウンドメディアであるBrightに詳しく掲載されているため、お時間がある際に是非見ていただきたい。
https://bright.nikkiso.co.jp/article/production/development-3dsinter
3. 3Dシンター3DS-300への発展
3.1 チップ接合工程の効率化
3Dシンターによって均一な接合部の形成という課題をクリアしたが、新たな課題に直面した。それはデバイスの生産性である。当時、焼結後の放冷時に基板温度が100℃を超えていたために、大気下では基板が酸化し後工程に影響する事態が発生していた。この問題に対し、真空内で基板温度を下げる方法を検討していた。しかし、300℃からの降温には多大な時間を要するため、一時間当たりの基板処理数(UPH)が実用性において不十分だった。
基板の酸化防止と生産性の両立に向けて、様々なアイディアが提案された。一つには、加熱領域と冷却領域を分けて焼結後に冷却へ瞬時に切り替える方法を検討したが、冷却領域に移行する際に基板が大気に触れるため、酸化を防げなかった。また、焼結処理空間内に窒素などの不活性ガスを充填する方法も挙げられたが、充填時間と大量のガスが必要であるため、生産面とコスト面ともに現実的ではなかった。
多くのアイディアが生まれ消えていく中、ある方法にたどり着いた。それは、真空内に基板を収納し真空を維持したまま加熱領域から冷却領域に移行する方法である。この方法を実現するために、図2に示す通り、特殊弾性体金型と真空チャンバーで構成される上金型ユニットと、加熱用と冷却用の二つの下金型に加え、真空チャンバー内に基板を収納するためのキャリアプレートを実装した。尚、キャリアプレートは下金型による加熱や冷却を基板に伝える伝熱機能も担う。このキャリアプレートと加熱用下金型を接触させて基板を加圧焼結した後、下金型を冷却用にスライドさせて基板を冷却する。この方法によって、基板を大気に触れさせることなく加熱から冷却へ瞬時に切り替えることが可能となった。我々は、この方法をNikkiso Rapid System(NRS)と名付けた。このNRSを実装した3Dシンターは、令和5年度関東地方発明者表彰の東京都知事賞を受賞することができた。

しかし、現実は甘くなく、更なるハードルが我々の目の前に立ちはだかった。あるお客様から当時の3Dシンターよりも25%以上高いUPHを求められたのである。
3.2 生産性向上に向けた新規設計
短納期の中で要望に応えるべく、急ピッチで3Dシンターの高生産性モデルの新規設計に取り組んだ。一度に複数の基板を処理するために、プレス金型の大判化や各種動作の最適化を図ったが、当時の装置構成ではUPHの向上に限界があった。特にNRSにおいて、一回の基板処理に加熱および冷却時間を要するため、次の基板処理までに待機時間が必要だった。NRSを一つの装置に複数搭載する案もあったが、装置価格とサイズともにお客様の要望に合わなかった。
万策尽きたと思われた時、一人の技術者が提案した。
「上金型ユニット側を動かしてみてはどうだろうか?」
NRSからの逆転の発想だった。NRSでは二つの下金型を動作させていたが、上金型ユニットを動作させれば、一つの加熱用下金型に対し冷却用下金型を二つ配置することで、焼結後の冷却と次の焼結を並列処理することが可能であると考えた。この案を早急に設計に落とし込み、完成した装置が3DS-300である。
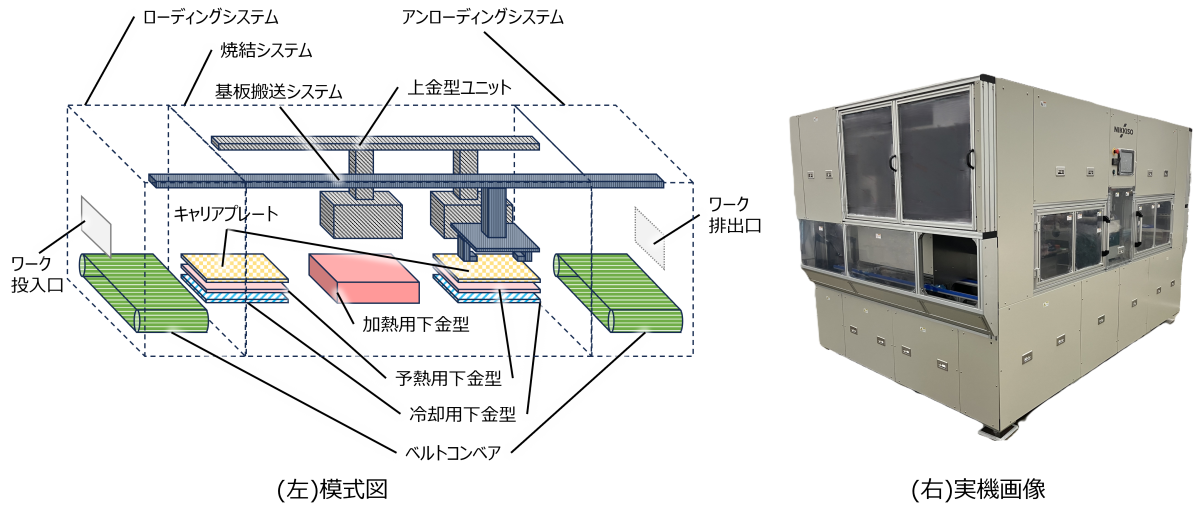
3DS-300は、図3に示す通り、基板を加圧焼結する焼結システムと、基板の投入および排出を自動化するローディング/アンローディングシステム、三つのシステム間を跨いで基板を移動させる基板搬送システムで構成されている。焼結システムには、移動する上金型ユニットが二つ、加熱用下金型が一つ、更にUPHを向上させるための予熱用・冷却用下金型およびキャリアプレートがそれぞれ二つ搭載されている。当社で全自動3Dダブル方式と称したこの方式によって、お客様が求めるUPHを約58%も上回る生産性を実現した。
4. おわりに
当社のビジョンを体現するかのように、日々高度化するパワー半導体業界の要求に応え続けているのが3Dシンターである。近い将来、3Dシンターがチップ接合のディファクトスタンダードとなるよう、我々はこれからもお客様の声をキャッチアップして開発に邁進する。
最後に、日機装技術研究所では、3Dシンターを含めた当事業の製品デモンストレーションを実施している。当記事では書ききれなかった3Dシンターの特長や性能については、是非デモンストレーションを通して実感していただきたい。ご興味のある方々は気軽な気持ちで当社まで連絡いただければ幸いである。






