特集記事

評価試験サービスのご紹介
マイグレーション試験
株式会社ケミトックス 須藤 正喜

1. プリント配線板の今
・プリント配線板とAI/データセンター向け実装技術
プリント配線板(PWB:Printed Wiring Board)とは、絶縁体で構成された基板の表面や内部に、銅箔などの導電材料を用い、導体回路を形成した板と定義され、電子部品が取り付けられる前の状態を指します。この板に電子部品が実装され、電子回路として動作するようになったものをプリント回路板(PCB:Printed Circuit Board)と呼び、現在ではスマートフォンを初め、ありとあらゆる電子機器に使用されています。表-1に、プリント配線板の種類についてまとめたものを示します。
そんなプリント配線板や関連する実装材料は、特にAIやデータセンター向け製品・ウェアラブルデバイス向けとして、小型化や高集積化が進み、AIやデータセンター向け製品では2.XDもしくは3Dパッケージと呼ばれる、基板上にインターポーザと呼ばれる中間基板(図-1)を使用した、複数のチップレットや大容量メモリを、挟ギャップ・近距離・高密度実装することで、従来技術では成し得なかった高速・高帯域幅のデータ転送を実現可能とされ、開発が進んでいます。
表-1 プリント配線板の種類
| 種類 | 説明 |
| リジッド基板 | 硬質絶縁基板。パソコンのマザーボードや電源基板用途が 代表的。FR-4.0やCEM-3などの材料が使われる。 |
| フレキシブル基板 (フレキ、FPC) |
フィルム状の基板、ケーブル代わりに使用されることもある。 スマートフォンやウェアラブルデバイスに使用されることが多い。 |
| リジッドフレキ基板 | リジッド基板 + フレキシブル基板。一体化しているもの。 用途はFPCとほぼ同じ。 |
| メタルベース基板 | 金属板の上に薄い樹脂絶縁層が乗っている、放熱性の高い基板。 アルミまたは銅の金属板上に樹脂絶縁層と銅箔が接合されている。 LED照明・パワーデバイス用途が多い。 |
・プリント配線板/パッケージ技術の課題
高密度実装された先端パッケージ基板は、従来までの基板と比較すると、以下3つの課題が出てきています。
①様々な部品/材料の積層構造体
→熱膨張係数差による接合部に熱応力発生
②膨大な計算量に伴う大量の発熱や構造の複雑化
→熱設計(構造設計・材料選定など)や熱抵抗評価の難化
③高密度実装による配線の微細化
→絶縁信頼性の要求高度化
これら3つの課題に対して、接続信頼性・熱抵抗・熱伝導率・絶縁性能に対する評価が必要不可欠になってきていると言えます。
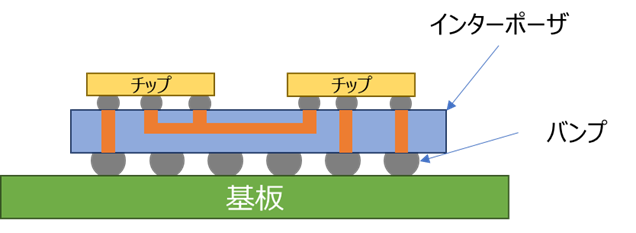
図-1 インターポーザを使用したパッケージ基板(断面イメージ図)
2. プリント配線板/パッケージ/関連材料の評価方法
先端パッケージ基板に対して行うべきプリント配線板関連の評価試験は多くありますが、接続信頼性・熱抵抗・熱伝導率・絶縁性能の評価という観点で絞り込むと、代表的な評価方法は以下になります。
・熱抵抗測定
・熱伝導率測定
・マイグレーション試験
・高加速寿命試験(HAST/PCT)
・熱衝撃(温度サイクル)試験
・V-t(Voltage-time)試験
中でも先の図-1に示したような複数部材による多層構造を成しているパッケージ基板に対しては、配線の微細化も進んでいくことから、配線間の絶縁性能を確認することが重要とされています。長期的な絶縁性能の確認手法としてはマイグレーション試験が代表的です。
マイグレーション試験とは、高温高湿環境下で連続的な電圧印加を行い、絶縁材料の劣化やそれに伴うイオンマイグレーション現象(電界と吸湿下において金属が絶縁材料の表面や内部に移行して絶縁不良を引き起こす現象)の発生を確認することで、 長期絶縁信頼性の評価を行うことが目的の試験です。
3. 信頼性試験事例(マイグレーション試験)
・サンプル
マイグレーション試験に広く用いられる最もシンプルなサンプルは、図-2に示すような、細い銅箔を櫛(くし)状に互い違いに配置した櫛形基板です。代表例として、JIS規格(※1)、JIS Z3197に規定されている試験基板の構成を表-2に示します。なお、基材や樹脂の組み合わせ、製品特性により、各国の規格ごとに銅張積層板の呼称は異なりますが、市場ではANSI(※2)およびNEMA(※3)が定めた呼称が広く使われています。
櫛形パターンの、ライン/スペース(L/S)については、近年のファインパターン化の進展を背景に、数µm~数十µm、あるいはそれ以下の寸法が求められるケースが増加しています。
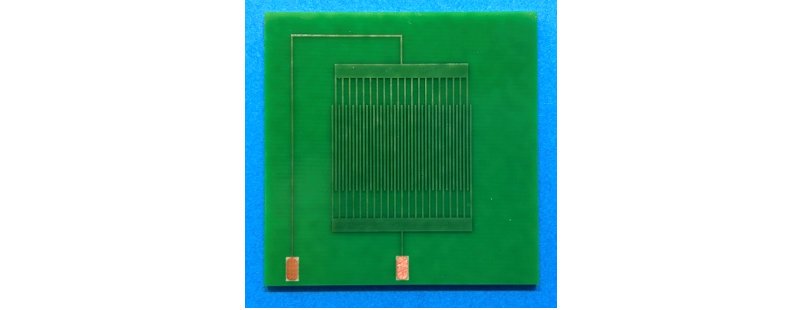
図-2 サンプル(櫛形基板)
表-2 サンプル構成例(JIS Z3197)
| 材質 | ガラス布基材エポキシ樹脂銅張積層板 (JIS:EL-GEF、ANSI/NEMA:FR-4.0) |
| L/S | 0.318/0.318 mm |
| 重ね代 | 15.75 mm |
| 基板寸法 | 50×50×1.0~1.6t mm |
※1日本産業標準調査会:Japanese Industrial Standards
※2アメリカ規格協会:American National Standards Institute. Inc.
※3アメリカ電機工業会:National Electrical Manufacturers Associations
・試験条件
試験条件例を表-3に示します。プリント配線板の場合、国内においては、JISやJPCA(※4)の規格を参照。海外輸出、特にアメリカなどを前提としている場合、IPC(※5)などの規格を参照される場合が多いです。試験条件の違いはマイグレーション発生メカニズムや進行速度に大きく影響するため、評価目的に応じた条件設定が要求されます。
表-3 試験条件例
| 規格番号 | 試験環境 | 試験電圧 |
| JIS Z3197 | 40±2℃/90~95%RH 85±2℃/85~90%RH |
45~50 V(測定電圧100 V) |
| JPCA-ET02 | 40±2℃/93±3%RH | 5~100 V(測定電圧5~100 V) |
| JPCA-ET03 | 60±2℃/90±3%RH | |
| JPCA-ET04 | 85±2℃/85±3%RH | |
| IPC-TM-650 2.6.3.3 | 85±2℃/85±2%RH | 45~50 V(測定電圧100 V) |
※4日本電子回路工業会:Japan Printed Circuit Association
※5グローバル・エレクトロニクス・アソシエーション:Global Electronics Association
・試験結果
試験結果の例を図-3に示します。マイグレーション試験のアウトプットは、横軸に経過時間、縦軸に絶縁抵抗値をプロットしたグラフで表されるのが一般的です。
試験中には、サンプルでは以下のような現象が起き得ます。
①基板の吸湿と印加された電圧によって起きるイオンマイグレーションの進行に伴い、形成されたデンドライト(櫛形パターンから成長した樹枝状結晶)によって一時的な短絡発生
②デンドライトに過電流が流れ溶断することで絶縁抵抗値が回復
③①と②の挙動を繰り返した後、最終的には絶縁抵抗値が回復せず完全に短絡
図-4のように、試験後のサンプルを光学顕微鏡で観察すると、銅箔パターンから樹状のデンドライトの成長を確認することができます。
このように、試験を行い故障モードの確認を行うことで、サンプルの耐イオンマイグレーション性の評価、すなわち、「どの程度の時間イオンマイグレーションが起こりにくいか」の絶縁性評価と、「完全に短絡に至るまで時間」の寿命評価を行い、製品の絶縁信頼性評価と市場における寿命評価へと繋げることができます。
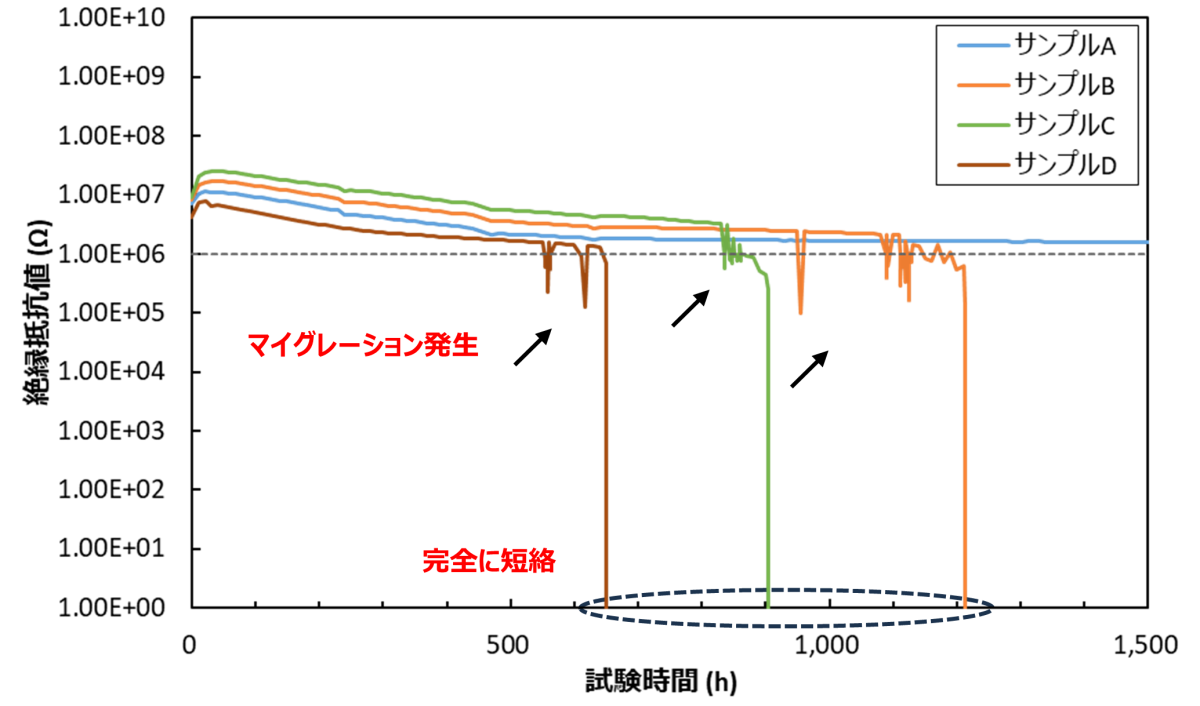
図-3 試験結果例
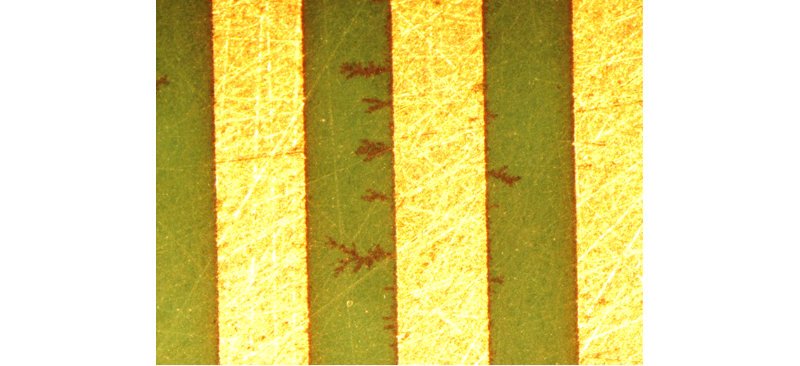
図-4 デンドライトの様子
4. まとめ
プリント配線板のマイグレーション試験について試験概要から試験事例までご紹介しました。当社ではUL申請を含むプリント配線板および材料の試験評価(については長年培ってきたノウハウがございます。申請もしくは評価でお困りでしたらぜひお声がけください。

株式会社ケミトックス 須藤 正喜
ケミトックスは、1975年9月に設立された公正・中立をモットーとする、日本国内では数少ない100%独立資本の第三者試験機関です。
米国のA2LAという認定機関から試験所の国際品質マネジメント規格であるISO/IEC 17025の認証を受けています。
材料から製品までの各種試験評価を行っています。






