特集記事
非接触×温度フィードバックで、品質と生産性を一度に引き上げる 新時代のはんだ付け装置
パナソニックプロダクションエンジニアリング 永田 毅

はんだ付けの課題 品質不良とメンテナンス負荷が、生産性の天井をつくる
製造現場では、はんだ付け工程の安定性が最終製品の品質と歩留まりを左右します。ところが従来主流のコテロボットやスリーブはんだでは、熱源に直接はんだが触れるため、コテ先やスリーブに劣化したはんだが付着。不純物の混入、はんだ持ち帰り、はんだ詰まりが連鎖し、濡れ不良が発生しやすくなります。
さらに、劣化した熱源のメンテナンスや消耗品交換が避けられず、装置の稼働率は低下、ランニングコストは増加。コテを基板に接触させるためのデッドスペースを確保しなければならない構造も、高密度実装の邪魔になります。摩擦によるはんだボールの発生や、コンスタントヒーターの高い消費電力も、現場の悩みの種でした。
はんだ付けの課題解決策 レーザはんだ付けが「根本原因」に切り込む
こうした課題に対し、私たちが提案するのがレーザはんだ付けです。レーザによる非接触加熱は、熱源へのはんだ付着をなくし、熱源の劣化を根本的に排除。結果として交換部品費用やメンテ工数が不要になり、装置の稼働率を下げる要因が消えます。
非接触であるがゆえにデッドスペースの確保が不要となり、高密度化が容易。摩擦がないためはんだボールの発生も抑制できます。さらに、コンスタントヒーターに比べて消費電力を抑えられる点も、持続的なランニングコスト低減に直結します。
レーザはんだ付けの弱点 “温度の見えにくさ”と“条件出しの煩雑さ”
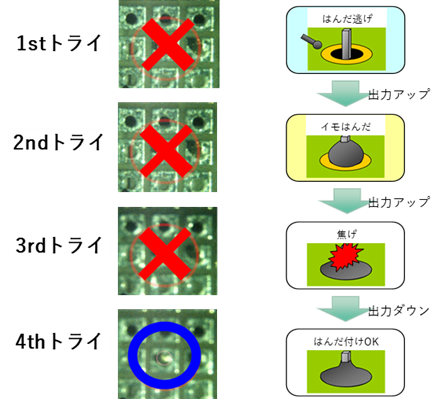
ただし、レーザはんだ付けにも弱点がありました。レーザは材料の放射率特性に依存して発熱するため、昇温ムラが発生しがち。出力制御の設定が適切でない場合は過昇温による基板の焦げを招くこともあります。さらに、加工点の熱容量の違いに合わせて出力を都度調整する条件出しの煩雑さが、量産立ち上げのボトルネックでした。
レーザはんだ付けの弱点克服 「2色放射温度フィードバック制御レーザ」
そこで登場するのが、私たちの新技術「2色放射温度フィードバック制御レーザ」です。従来の温度リミッター機能を進化させ、異なる2つの波長を同時に検出する放射温度計で温度を計測。ターゲット温度に到達するようレーザ出力を自動フィードバックします。
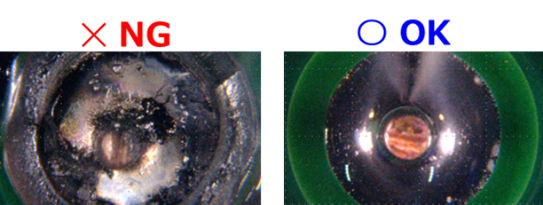
ポイントは2色放射温度計の測温方式。単色方式では材料の放射率が変わると温度誤差が避けられませんでしたが、2色方式なら波長の強度比を用いて温度を算出するため放射率の影響を受けにくい。これにより、材料差や表面状態が混在する工程でも正確で安定した温度管理が可能になり、基板の焦げや未溶融といった不良リスクを大幅に低減できます。
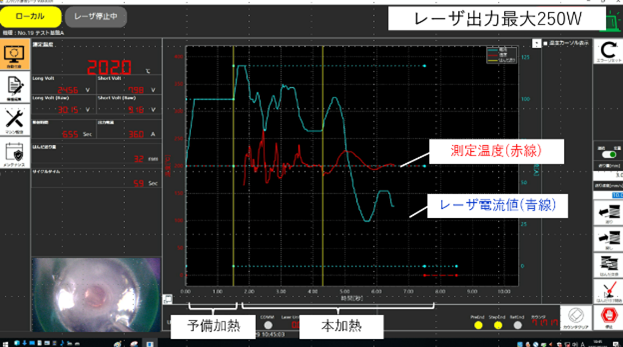
また、はんだ付けでは予備加熱(銅ランド)→本加熱(はんだ投入)と、工程内で加熱対象が変化します。単色ではどちらかの放射率に合わせざるを得ず、工程全体の温度コントロールが難しいのが通例でした。2色方式なら材質ごとに放射率設定を切り替える必要がなく、工程全体をシームレスに制御。さらに、従来の「出力値の試行錯誤」から解放され、ターゲット温度を直接設定できるため、誰でも短時間で条件設定が可能です。
導入効果 数字で伝わる、安定と効率の両立
この技術を用いることで、現場では以下のような効果が得られます。
- 品質の安定化:温度ムラに起因する濡れ不良、焦げ、未溶融の発生率を抑制。
- 立ち上げ時間の短縮:温度を基準にした設定で、複数回の出力調整が不要。
- 技能依存の低減:熟練の“勘と経験”に頼らず、再現性の高い条件出しを実現。
- 稼働率の向上:非接触でメンテ負荷が小さく、交換部品や清掃による停止を削減。
- ランニングコスト低減:消費電力を抑え、消耗品費用やメンテ工数を縮減。
- 面積生産性の向上:装置の小型化によりラインの占有面積を削減し、拡張も容易。
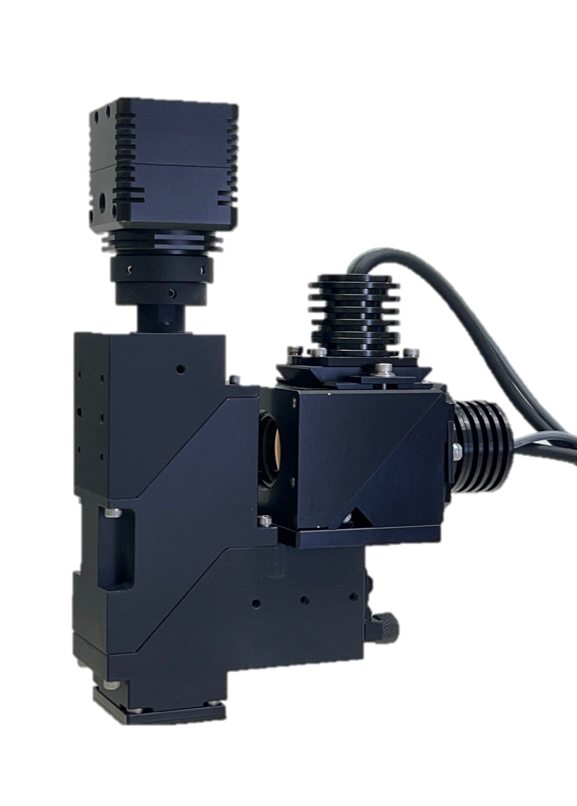
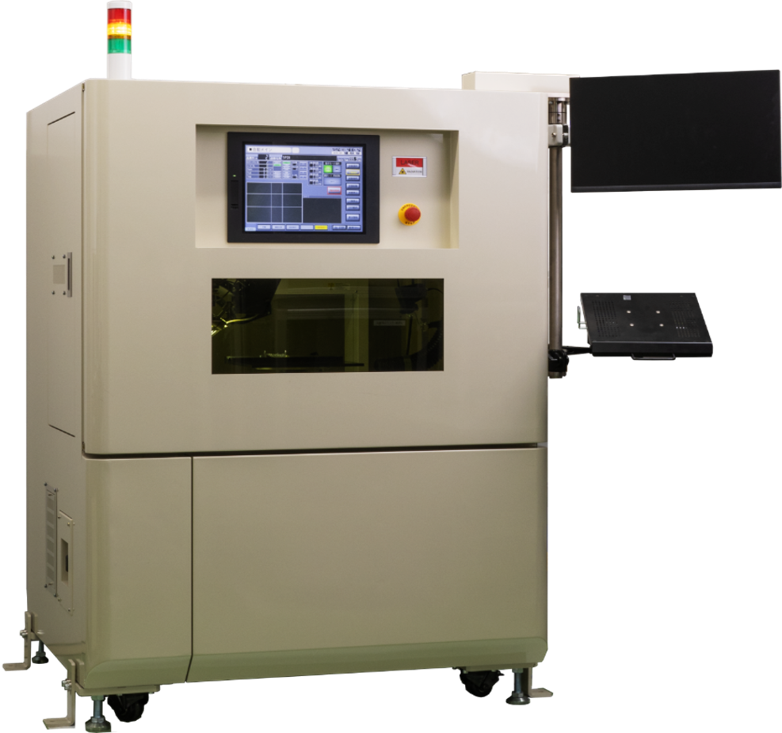
製品概要 「コンパクト接合レーザシステム」
私たちのコンパクト接合レーザは、半導体レーザを搭載したダイレクトダイオードレーザ方式。はんだ付けはもちろん、樹脂溶着などにも適用可能な汎用性の高いレーザシステムです。
5つの特徴で、現場の生産を支えます。
1. 非接触加熱
熱源劣化がなく、定期的な消耗品交換作業を不要に。ランニングコスト低減に直結。
2. 軽量・コンパクト
A4サイズ程度のレーザ発振器と手のひらサイズの鏡筒で、装置の小型化と面積生産性の向上を実現。
3. 二波長選択
赤外レーザと青色レーザを選択可能。銅や金などの高反射材料にも最適なレーザを選べます。
4. 二種類の温度制御
設定上限を超えるとレーザを自動オフにする簡易温度リミッターと材料の放射率に影響されず、ターゲット温度に制御する2色放射温度フィードバックを自在に選択。
5. フレキシブル波形
レーザ出力を段階的に調整し、材料・形状に応じた最適加熱プロファイルを設定可能。

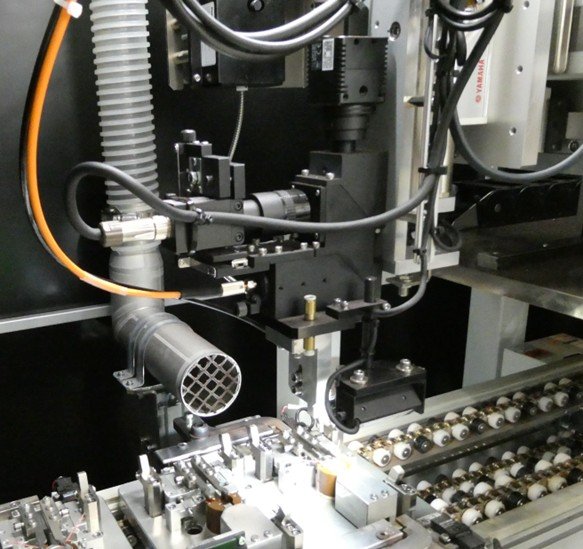
導入事例 選ばれる理由は、結果にあり
すでに車載メーカーの電装部品の自動組み立てラインや、スマートフォンデバイスのセル組立ラインなど、多くの現場で採用されています。導入企業からは、品質の向上とランニングコストの削減に対する明確な効果を評価いただいています。
中でもパナソニックグループ・奈良工場では本技術の導入により、不良率が10分の1に低減。メンテナンスによる稼働ロスは数百分の1まで縮小しました。非接触のメリットを最大限に生かし、実質的なメンテナンスフリーを達成しています。
「放射率に左右されない温度制御」と「非接触による高信頼性」。この2つの軸が、現場の安定と効率を同時に引き上げ、高密度実装や多品種変動にも柔軟に対応できる生産体制を後押しします。



まとめ 温度を制する者が、はんだ付けを制す
はんだ付け工程の課題は、単なる装置の刷新だけでは解消しきれません。鍵となるのは温度を正しく測り、正しく制御すること。
「2色放射温度フィードバック制御レーザ」を核としたコンパクト接合レーザシステムは、温度制御の不確かさを断ち切り、非接触という構造的優位でメンテナンス負荷とコストを同時に下げます。品質、稼働率、面積生産性――その全てを一段上へ。
次の量産立ち上げや工程改善のテーマに、ぜひこの解を取り入れてください。評価デモやサンプル加工のご相談も承っています。現場の課題を、温度から解きほぐす。私たちはその一歩を、確かな結果でご支援します。
パナソニックプロダクションエンジニアリング 永田 毅
https://www.panasonic.com/jp/company/ppe/ 





