特集記事
部品搭載技術 ~ 実装部品のセルフアライメント ~
実装技研

1. 部品搭載
最近、0603などの微細部品の実装に関する問い合わせが多くある。
微細な部品は当然パッドも小さくなるので、そこに印刷されるはんだ量も少なく、ぬれ性や部品ずれ、立ちなどの問題が発生しやすくなる。
高機能の高密度実装では、部品は小さく、発熱も大きくなり、製品寿命への影響も大きいので、ブリッジやはんだボールなどの心配からはんだ量を抑える傾向が見られる。
しかし、大半はリフローの温度プロファイルで対応できる範囲の問題であるので、はんだ量を少なくするのは避けなければならない。
はんだは、フラックスを劣化させずに溶かすことによって、その組成のもつ表面張力の働きでパッドに凝集する。
そしてはんだの上に搭載された部品がその凝集力でパッド状に引きつけられるが、はんだ量が少ないとフラックス効果が十分に得られにくく、凝集力やぬれ性も弱くずれた部品はパッドに戻りきらない。
図1、図2に、実験の様子を示す。
まず、図1の実験の観察ポイントは下記の通りである。

図1
(1) 酸化し変色した基板であっても、はんだ量(フラックス量)が多ければ、ぬれ性は保てる
(2) はんだはプリヒートで一度だれた後、パッド状に凝集する
(3) 部品をずらして搭載し、このセルフアライメントをボイド対策に利用することが可能である
※完全ではないが、図内の写真④、⑤で発生ガスをパッド上から部品の移動力で外へ押し出し、改善することができる。
図2の実験の観察ポイントは下記の通りである。

図2
(1) ピン間が狭ければ、リードの熱が直接フラックスに働き、はんだの切れがよくなることからブリッジにはなりにくい
(2) はんだ量と印刷形状・サイズがポイントになる
チップ部品のパッドは小さく、印刷されるはんだ量も少ないので、溶融時の流動性もすぐに失われ、はんだの凝集持続力も小さい。
この状態で急激にぬれ上がり、チップを基板に強く吸着することではんだボールが発生する。
特に、Biの多い低融点はんだは凝集力は弱いので、はんだボールが発生しやすい(図3)。

図3 はんだのだれは、はんだボールやブリッジの原因にはならない。
もともとはんだは溶融するとだれる
BGAや多ピンのQFP/SOPは搭載ずれは手修正せずリフローしても問題は起こらない(図4)。

図4 大きな部品でもピン数が多ければ1ピンあたりの加重は小さくなり、強いセルフアライメントが働く
はんだが溶融し、リード下にぬれ広がった後、はんだ量の大きいパターン上に凝集するが、溶融はんだの上に浮いている状態の部品もランドに移動する(図5)。
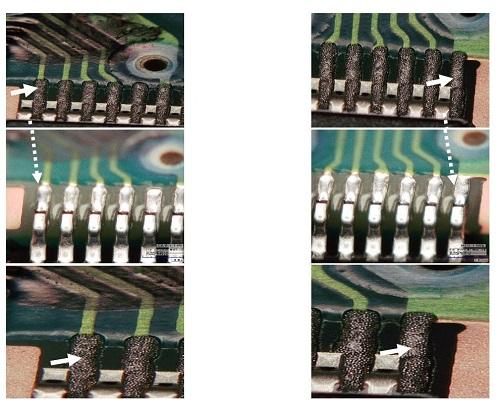
図5
2. はんだの凝集
クリームはんだは、フラックス量が多いので上下逆ではあるが、溶融時はフローはんだと同じ現象になる。
当然、はんだ量がパッドに収まらないほど多ければブリッジが発生するが、印刷がパッドからはみ出してもだれてもはんだボールやブリッジは発生しにくい(図6)。

図6
溶融はんだの凝集ははんだ組成のもつ物理的なもので、ポイントはフラックスを劣化させずにはんだを溶かすことである。
この点から見た場合、今でも多くの工場ではJEITAの部品耐熱性評価温度プロファイルをそのまま社内規格として使用しているが、問題となるのはプリヒートでフラックスはプリヒートで劣化することで、このため、同規格を用いる場合は、可能な範囲でプリヒート段階の加熱量を抑えてフラックスの劣化を抑制する必要がある。
3. 微細部品の立ち、ずれ、浮き対策
微細部品の立ち、ずれなどの相談を受けることが多いが、特に0201レベルになるとはんだの印刷が大きな問題となる。
図7のように、はんだの凝集力を活用することではんだ印刷を個々の小さなパッドに合わせて印刷するのではなく、ベタで広く2つのパッドを一つのマスク開口で印刷することによって、問題は改善できる。

図7
部品立ちをはんだの凝集力で説明されていることが大半であるが、現場では凝集力を時間で捉えることが必要である。
4. まとめ
セルフアライメントははんだ組成のもつ凝集力によるものであり、それはフラックスの効果を十分引き出すことが重要である。
フラックスは主にプリヒートで劣化する。
従来は、ぬれ性などの問題が発生するとプリヒートを長くする方向での対処がほとんどであるが、これはフラックスから見た場合、逆効果になる。
セルフアライメント効果を活用することで不要な管理を省くことができ、品質・検査を含めた生産効率の向上につながることになる。






