特集記事
品質管理に導入されるロボット〜メトロロジー(寸法計測)とロボティクスを連携させるには〜
アメテック(株) ジェローム・アレクサンドル・ラヴォワ
とロボティクスを連携させるには〜")
1. はじめに
製造工程の最適化は、自動車産業および航空宇宙産業の大多数の企業にとっての優先課題である。
設計・開発を経て製造される部品はますます複雑化し、より正確で信頼性の高い測定による、先端的かつ広範囲にわたる検査が求められるようになっている。
図面は複雑になり、単純な角度をもつ部品などもはやなく、より多くの端点を制御しなければならず、その検査には、より多くのデータを必要とする。
これらの膨大なデータは多くの部品を測定することで得られ、これらの膨大なデータの取得を可能にしているのは、さまざまな制御と操作である。
複雑な組み立て設計や自由曲面の品質管理に欠かせないこのような繰り返し作業は人の手で行うこともできるが、人が行わなければならないほどの付加価値はない。
組み立てラインのこのような傾向を受け、測定やデータ取得などの繰り返し作業をロボットに十二分に担わせることができるようになっている。
これによって、人員を、スキルや知識を必要とする責務に再割り当てすることができるようになる。
ロボットは作業を引き継ぐための存在であって、人に代わるものではない。
人手不足や限られた労働時間という状況において、特定の繰り返し作業に活用でき、人員を繰り返し作業から解放して付加価値のある仕事を行えるようにするロボットは、価値あるソリューションである。
このソリューションは、組み立てラインでの有効性が証明されていることに加え、生産性向上のため、品質管理にも同様に導入可能である。
2. ロボティクスの知識のないユーザー向けロボット
では、ロボティクスの専門知識ももたずに、どのようにロボットを品質管理に統合すればいいのであろうか?
どうすれば、オペレーターチームを管理する測定の専門家が、検査の品質に影響を与えることなく管理プロセスにロボットを導入できるのであろうか?
手順におけるこの変更の障害は、知識格差だけだろうか?
どこから始めればいいのだろう?
そして、部品の形状がかつてないほど複雑化している現状にあって、どのように検査プロセスを最良な方法で最適化できるのであろうか?
品質管理の専門家の多くが、ロボティクスを未知の領域と捉えている。
これは、コンフォートゾーン(居心地のいい場所)に居たいがために、知らないものは敬遠するという、ありがちな姿勢である。
測定ラボは、楽に検査を行える管理された環境であり、CMMも、厳しい公差が求められる部品測定に使われる最も精度の高い測定器である。
いわばコンフォートゾーンであるCMMと測定ラボから脱して、ロボットを統合した生産ラインで直接品質検査を実施するなど、まだずっと先の話のように思われるかもしれない。
そこで、第1のステップとして、不確実性の定義について今一度考えてみたいと思う。
3. 生産環境における精度
精度なくして品質管理はあり得ない。
最善の世界においては、各部品の各寸法は最小ミクロンオーダーの精度で測定されると思う。
しかし、そのようなやり方は生産性に大きな影響を及ぼすことになる。
部品を可能な限り早く生産し、出荷し、請求することが最優先である場合、全対象物での最小ミクロンオーダーの公差は絶対的に必要なものだろうか。
部品生産におけるさまざまな作業プロセスによって、複雑で予測が難しい多様な現象が発生する。
金型のプレス加工の際のスプリングバック、複合材料で部品を鋳造する場合のひけ巣、異なる成分のものを溶接する際の熱応力などが挙げられるが、これらの現象は無視できない現実問題である。
このため、数十ミクロン精度の部品を製造するのは実際には不可能なのである。
製造工程に影響を及ぼすこれらの現象は、公差が500〜750μm以上であることを意味し、表面形状では1〜1.5mmの誤差となって現れる。
こうしたことから、測定機器に最小ミクロンオーダーの精度を求めることは本当に必要であろうか。
あらゆる対象物に厳しい公差を求めることは、生産性向上に影を落としかねないのではないだろうか。
測定の専門家がロボティクスの専門家でないことを考慮し、検査プロセスにロボットを統合するための第2ステップは、ターンキーソリューションの選択である。
4. ターンキー自動検査ソリューション
生産性向上のためにロボットを利用したいと考えているものの、ロボティクスの知識がない場合には、ターンキー自動品質管理ソリューションが最善の選択である(写真1)。

写真1
パッケージ化されているこのタイプのソリューションには、利用しやすさ、柔軟性や簡便性など、数多くのメリットがある。
1.利用しやすさ
ロボティックセルの生産への導入は、通常、「設計」、「設置」、「運用」の3つの段階を経て行われる。
ターンキーソリューションの場合、セルは設計済みかつ設置の準備も整っているため、最初の2つのステップは不要なので、より容易かつ迅速に導入を開始することができる。
設計段階および統合段階の経費が不要となるため、時間の節約に加え、コスト削減にもなる。
さらに、ターンキー自動検査ソリューションは、ロボティクスの知識がない人のニーズに合わせて設計されており、容易かつすばやく利用できるようになっている。
また、ターンキー自動検査ソリューションは、製造工程の生産性向上のため、繰り返し作業向けに最適化されており、業界における最高精度も提供する。
クレアフォームの『CUBE-R』(写真2)は、ターンキーソリューションの優れた例である。

写真2 『CUBE-R』外観
この『CUBE-R』は、精度の高い、ターンキー3DスキャンCMMである(写真3)。
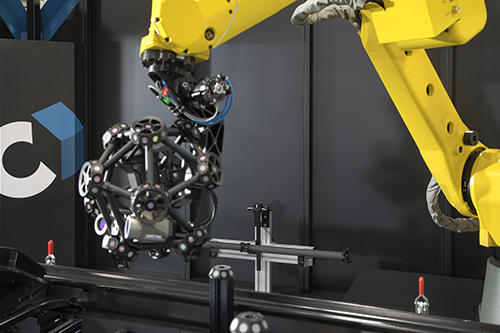
写真3
このソリューションは、ロボット搭載型光学式3Dスキャナである強力なMetraSCAN-R、生産ラインの製造工程に直接インストール可能なエンクロージャーで構成されている。
インタフェースは使いやすく、自動検査を最大化し、オペレーターとのやり取りを最小限に抑える。
堅牢かつ産業用環境に適合するよう設計され、生産現場の検査用に最適化されている。
ロボットとスキャナで構成される『CUBE-R』などの装置をCMMおよびタッチプローブからなる従来型装置と比べれば、精度および容積精度を損なうことなく生産性を向上できるのは明らかに前者である。
ロボティクスの知識がない品質管理責任者も、ターンキーソリューションを利用して、人の手を煩わせるほどの付加価値のない繰り返し作業を最適化できる。
つまり、これらの作業を行っていた人員をより重要な作業に再配置できるということである。
2.柔軟性
生産性向上のニーズは業界によって異なる。
航空宇宙産業の場合、部品数量は多くなく、機種の可変性および機種構成度合いが高くなっている。
反対に、自動車産業では、部品数量が多く、車種の可変性および車種構成度合いは低くなっている。
つまり、検査する部品が大きく異なる可能性があるため、品質管理ソリューションには柔軟性が求められるのである。
さらに、スキャンソリューションには、形状の複雑さに関わらず、また、表面処理されていなくても、どのような仕上げでもデジタル化できるだけの柔軟性も必要である。
3.高い簡便性
しかし、こういった柔軟性に対応するには、プログラミングが容易に行える必要がある。
『VXelements』などの3Dソフトウエアプラットフォームでは、必要なツールすべてがスマートかつ簡略化された、ユーザーフレンドリーなインターフェースに統合されている。
ターンキーソリューションには組み込みで、リアルタイムパフォーマンス指標およびシンプルかつ効率的な3D測定経験を提供するリアルタイムでの可視化機能が備わっている。
このため、自動化されたソリューションのターンキー的特徴を兼ね備えた3Dソフトウェアスイートによって、品質管理装置をより一層容易に利用できるようになる。
4.生産性向上
『CUBE-R』のようなターンキー自動品質管理ソリューションを利用することで、製造企業は生産性の向上を図れる(写真4)。
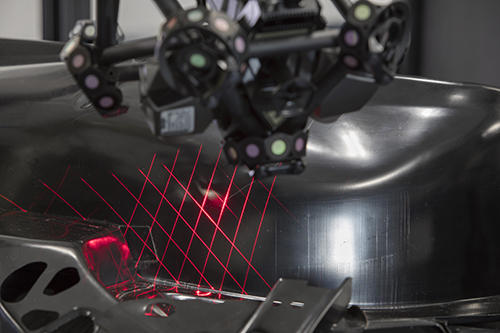
写真4
生産性の向上によって、次のことが可能になる。
・ 同寸法部品の1時間あたりの測定数を増やすことができる
・ より多くの部品の限界寸法のみを測定することで、1時間あたりの部品測定数を増やすことができる
・ 測定数は同じでも、それぞれの部品のより詳細な情報を取得して履歴を構築し、追跡可能性の向上を図れる。つまり、不備があった場合に、問題の原因を早急に特定できるようになる
・ 1時間あたりの部品測定数および寸法測定数を増やすことができる
つまり、『CUBE-R』のようなターンキー自動検査ソリューションは、生産性と精度のいずれにおいても最良のソリューションといえる。
とりわけ、利用しやすさ、柔軟性、簡便性に優れた測定ツールである『CUBE-R』は、品質管理に携わる人たちにロボティクスを利用可能にするものである。
品質管理にロボティクスを組み込むことによるメリットは、はかりしれない。
最大のメリットである生産性の向上はいうまでもなく、より短時間でより多くの寸法、より多くの部品の検査が可能になる。
さらに、予防措置を講じるため、取得したデータの分析にあたっていた人員をその作業から解放することもできる。
5. 修正措置および予防措置を講じるためのデータ処理
自動品質管理ソリューションによってメトロロジー(寸法計測)がより容易に行えるようになることで、現在データ処理の繰り返し作業を行っている人員をより付加価値の高い作業に集中させることができる。
部品の品質向上にとってとりわけ重要なのが、生産の最適化のための、また、大きな損害を出すミスを避けるための修正措置および予防装置を講じるのに役立つ、収集データの分析である。
膨大な情報が処理されず、修正措置や、より良い予防措置を講じるために活用されないとしたら、それらの情報を評価する意味はまったくない。
すべてのデータは、生産に役立てるためにある。
生産環境でエラーが発生した場合にアラームを動作させるためや、製造工程での不具合発生後即座に(もっといいのは、不具合が発生する前に)警告を促すために役立てる必要がある。
修正措置および予防装置を講じることは、もちろん、大きな課題に直面することでもあるが、これこそが、スマートマニュファクチャリングおよびインダストリー4.0が目指すものである。
このためには、ソフトウェアのイノベーションが欠かせない。
このビジョンの達成には、問題を分析して適切な部署に即座に通知できる使いやすいソフトウエアプラットフォームが必要である。
たとえば、検査データの処理後、溶接の問題を検出した検査ロボットが、溶接ロボットにエラーを修正するよう命令を送り、同様の問題が再発しないようにするといったことが可能になる。
最終的には、もちろん、すべての部品のすべての寸法を検査し、欠陥のない完璧な部品を生産することを目指します。
そのために、品質管理を生産ラインに直接統合する必要があります。
6. インラインメトロロジー&リーン生産方式
ロボットは、すでに生産ラインに導入されている。しかし、メトロロジーは、いまだ生産現場に組み込まれずにいる。
おそらく、生産における品質管理の今後の大きな発展の1つは、インラインメトロロジーによってもたらされるであろう。
振動、埃、気温変化や湿気のある産業環境で品質管理が実施されるようになるのはもはや不可避のため、測定ツールは、生産ラインの製造工程で直接利用できるよう設計する必要がある。
そのためには、検査装置メーカーは、測定の専門家でない人たち向けの適切な品質管理ソリューションを提供する必要がある。
また、詳細な取り扱い説明書や長期のトレーニングの必要のない、プラグアンドプレイのすぐに使えるソリューションで、ロボットが(ロボティクスの知識がない)測定の専門家とやり取りできるようにする必要もある。
そうすることで、そのようなロボティクスの知識のない人員に、ロボットを品質管理に不可欠なだけでなく、損失を最小限に抑えるために全製造工程が最適化された、リーン生産方式の一部としても欠かせない連携エレメントとして捉えてもらえるようになるのである。
さらに、品質管理が生産ラインで行われるようになったとしても精度の重要性がなおざりにされることはない。
測定ツールは、過酷な産業環境にさらされたり、異なる場所で使われる場合でも、測定ラボで使われる場合と同等の測定精度および公差レベルを維持する必要がある。
7. 結論
メトロロジーとロボティクスの連携は今後拡大している。
付加価値の高い作業への人員の再配置を可能にし、より多くの部品または寸法を測定できるようにするロボティクスは生産性を向上させる。
また、ロボティクスが最終的に目指すのはすべての部品のすべての寸法の品質管理である。
自動品質管理ソリューションは、産業環境や生産環境でも精度の重要性を損なうことなく、インラインメトロロジーの利用しやすさ、柔軟性、簡便性をより一層向上させる。
これをサポートするのが、予防措置や修正措置を支える形で明確かつ迅速な結果を提供するソフトウエア設計である。
このイノベーションには、ロボットに搭載され、生産ラインに付属している測定装置の誤用が不可能なプラットフォーム経由でリーン生産方式とインラインメトロロジーを連携させるハードウェアおよびソフトウェアが必要である。
こういった状況であれば、メトロロジーの知識がない人であっても、スキャンがうまくいかなかったり、測定結果が不完全であったり、欠陥部品が検査を通ってしまうということは起こり得ない。

アメテック(株) ジェローム・アレクサンドル・ラヴォワ
国内唯一の実装技術専門誌!『エレクトロニクス 実装技術』から転載。
最新号、雑誌の詳細はこちら






